<ol id="t929b"></ol>
1.單色移印機(jī)動(dòng)力源的調(diào)整
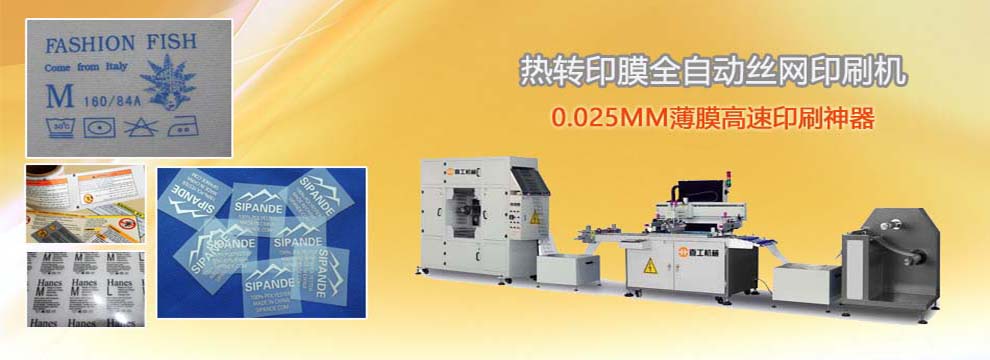
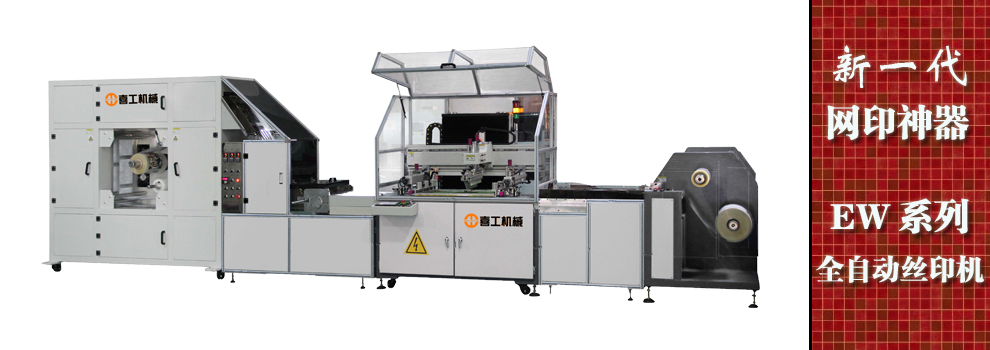
全自动丝印机
全自动丝网印刷机
卷料丝印机生产商
服务直线:
13710633718
扫二维码加微信
<bdo id="cao9q"></bdo>